




كيفية التعامل مع برغي الطارد اللولبي المزدوج
2023.02.14
قم بإيقاف تشغيل قوة برميل برغي مزدوج للطارد ، قم بإزالة قياس الضغط وعناصر قياس درجة الحرارة والسخانات الموجودة على رأس الماكينة ؛ اسحب جميع المسامير ، وضعها بشكل مسطح على لوح خشبي ، قم بإزالة أداة إزالة المسمار ، قم بإزالة وتنظيف عناصر المسمار عندما تكون ساخنة ، إذا اخترقت المادة في مغزل المسمار وكان من الصعب تفكيك عنصر المسمار ، استخدم مطرقة خشبية أو قضيب نحاسي للضغط برفق حول عنصر المسمار ، ثم إخراج العنصر بعد فكه.
قم بفك أداة التوصيل ذات الكمين ، ولاحظ وتذكر الخطوط والعلامات الموجودة في نهاية المسمارين وفقًا لنوع المسمار المثبت في نهاية عمود البرغي. قم أولاً بتسخين البرميل إلى درجة حرارة صب المادة المتبقية في البرميل. بعد التسخين لدرجة حرارة التشكيل ، قم بإزالة رأس الماكينة عندما يكون ساخنًا ، وقم بتنظيف المادة في نهاية الفتحة في البرميل ونهاية المسمار.
يولد آلة البثق ذات اللولب المزدوج حرارة احتكاكية أقل أثناء عملية بثق الراتنج والصهر. وقت الصهر والبلاستيك للمواد الخام في البرميل أقصر (أي أن وقت بقاء المواد الخام في البرميل أقصر من وقت بقاء المواد الخام البلاستيكية المبثوقة في البرميل) ، وكفاءة الإنتاج أعلى من أن من الطارد المسمار واحد. يعمل جهاز البثق ثنائي اللولب في دوران شبكي ، ويمكن تنظيف المواد المتبقية في البرميل تلقائيًا.
يتم تلدين الراتينج في برميل آلة البثق المزدوجة اللولب ، ويكون تأثير القص لشبكة اللولب المزدوج مستقرًا وموحدًا ، كما أن جودة المواد الخام المختلطة والبلاستيكية أفضل. يمكن بثق المسحوق مباشرة وخلطه في آلة البثق ذات اللولب المزدوج لتليين الراتينج ، كما أن جودة المنتج مستقرة نسبيًا ، مما يوفر الحاجة إلى خلط وتحبيب البولي فينيل كلوريد والراتنجات الأخرى عند تشكيل المنتجات باستخدام الطارد أحادي اللولب .
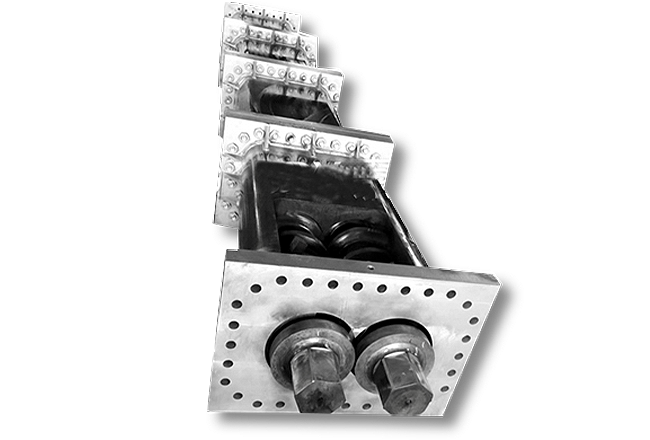
برميل برغي مزدوج لآلة التحبيب البلاستيكية
قم بفك أداة التوصيل ذات الكمين ، ولاحظ وتذكر الخطوط والعلامات الموجودة في نهاية المسمارين وفقًا لنوع المسمار المثبت في نهاية عمود البرغي. قم أولاً بتسخين البرميل إلى درجة حرارة صب المادة المتبقية في البرميل. بعد التسخين لدرجة حرارة التشكيل ، قم بإزالة رأس الماكينة عندما يكون ساخنًا ، وقم بتنظيف المادة في نهاية الفتحة في البرميل ونهاية المسمار.
يولد آلة البثق ذات اللولب المزدوج حرارة احتكاكية أقل أثناء عملية بثق الراتنج والصهر. وقت الصهر والبلاستيك للمواد الخام في البرميل أقصر (أي أن وقت بقاء المواد الخام في البرميل أقصر من وقت بقاء المواد الخام البلاستيكية المبثوقة في البرميل) ، وكفاءة الإنتاج أعلى من أن من الطارد المسمار واحد. يعمل جهاز البثق ثنائي اللولب في دوران شبكي ، ويمكن تنظيف المواد المتبقية في البرميل تلقائيًا.
يتم تلدين الراتينج في برميل آلة البثق المزدوجة اللولب ، ويكون تأثير القص لشبكة اللولب المزدوج مستقرًا وموحدًا ، كما أن جودة المواد الخام المختلطة والبلاستيكية أفضل. يمكن بثق المسحوق مباشرة وخلطه في آلة البثق ذات اللولب المزدوج لتليين الراتينج ، كما أن جودة المنتج مستقرة نسبيًا ، مما يوفر الحاجة إلى خلط وتحبيب البولي فينيل كلوريد والراتنجات الأخرى عند تشكيل المنتجات باستخدام الطارد أحادي اللولب .
برميل برغي مزدوج لآلة التحبيب البلاستيكية
تخصيص:
يصل القطر: Φ30mm-Φ400mm
نسبة الطول إلى القطر: L / D = 20-50
القطر السفلي: Φ30mm-Φ300mm
نسبة الطول إلى القطر: L / D = 8-20
المنتجات الساخنة












Zhejiang Alven Intelligent Manufacturing Co., Ltd.
Jiangsu Alven Machinery Co., Ltd
حقوق النشر © Zhejiang Alven Intelligent Manufacturing Co., Ltd. كل الحقوق محفوظة.

